作業区¶
作業区 は、製造 作業オーダが処理される場所であり、原価の追跡、スケジュールの作成、キャパシティの計画、設備の整理、効率の追跡に使用できます。プロダクトの部品表 (BoM) の オペレーション タブで作業オーダを定義する場合は、作業区を指定する必要があります。
重要
作業区は、作業オーダ 設定が有効になっている場合にのみ表示されます。有効にするには、 に移動し、作業オーダ チェックボックスをオンにします。作業オーダは、 を選択して、製造 アプリで管理できます。
関連項目
作業区の設定¶
新規作業区を作成¶
製造 アプリで、 を選択し、 新規 ボタンをクリックして、新しい作業区フォームを開きます。
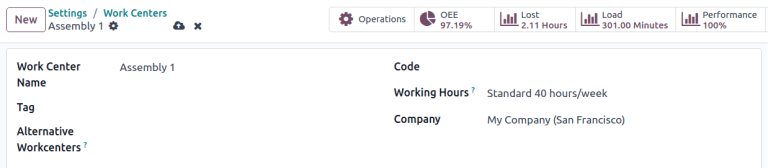
作業区名: 作業オーダまたはレポートダッシュボードで作業区を選択するために使用する、作業区のラベル
タグ: リストビューで作業区を分類するために使用できる再利用可能なラベル
代替作業区: この作業区が利用できない場合に作業オーダを実行する場所
コード: リストビューに表示される作業区の参照ID
稼働時間: その作業区が週に使用できる時間
稼働時間¶
作業時間は、作業区が稼働すべき時間帯を1週間または2週間のスケジュールに基づいて定義します。これらの時間は、*総合設備効率*(OEE) を算出する際の基準にもなります。
注釈
デフォルトでは、Odoo は`標準 (週40時間)` の稼働時間を使用します。この設定では、作業区は月曜日から金曜日の午前8時から午後5時まで稼働することが想定されています。
稼働時間を変更するには、現在の 稼働時間 の値にカーソルを合わせ、:icon:fa-arrow-right (内部リンク)アイコンをクリックして、稼働時間のフォームを開きます。
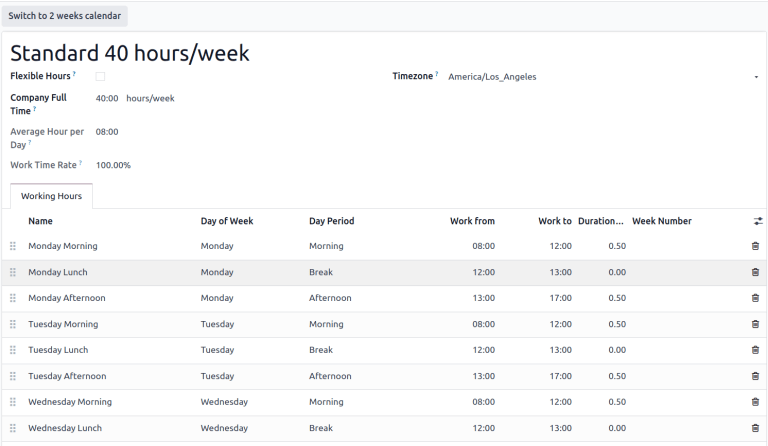
新しい稼働時間を作成するには、新規 ボタンをクリックして名前を入力します。ここで、作業開始時間 `や :guilabel:`作業終了時間 の値を編集して時間帯を調整できます。明細を削除するには、:icon:fa-trash-o (ゴミ箱) アイコンをクリックします。新しい時間帯を追加するには、リストの下部にある :guilabel:`明細追加`ををクリックします。
生産性基準と許可された従業員を設定する¶
作業区のフォームにある 基本情報 タブでは、その作業区に生産性目標を設定することができます。これらの目標は、作業区が利用可能な時間のうち、実際にどれだけ使われているか(稼働率)や、運用コストを算出するための基準として使用されます。
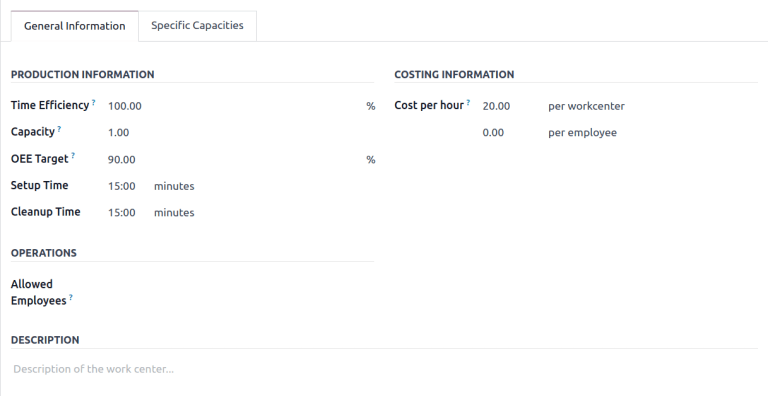
時間効率: この作業センターを使用することで、作業指示の通常の実行スピードにどのような影響があるかを示す乗数
Example
作業区に古い設備があり、作業オーダの生産に 2 倍の時間がかかると、
時間効率は50.00%になります。キャパシティ: 作業区で同時に処理できるプロダクトの数
OEE(総合設備効率)ターゲット: 作業区の効率目標
Example
作業区が
1 日 8 時間利用可能ですが、1 日7時間しか使用されない場合、総合設備効率(OEE) は87.50%となります。\(7/8*100=87.5\)関連項目
セットアップ時間 :作業オーダの作業を開始する前に必要な時間
清掃時間: 作業オーダが完了した後に必要となる、分解作業や清掃の時間
時間あたりのコスト: その作業ステーションの運用コストを示します。従業員あたり の値は、従業員1人あたりの平均コストを見積もるためのものです。
関連項目
許可された従業員 :作業区で作業を行うことができる従業員。空白の場合は、すべての従業員が許可されます。
Example
作業区にある設備を操作するために認定が必要な場合、許可された従業員 には、その認定を持っている従業員のみを記載することができます。
生産能力を設定する¶
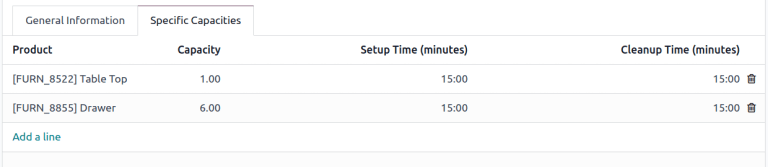
作業区の 生産能力 設定では、作業区で一度に生産できるユニットのデフォルト値を設定します。作業区で異なる数量の異なるプロダクトを生産できるようにするには、特定の生産能力 タブを選択します。
ちなみに
ユニット数とは異なる測定単位で生産能力を指定するには、在庫 アプリで 測定単位 機能を有効にしてください。
関連項目
IoTデバイスを統合する¶
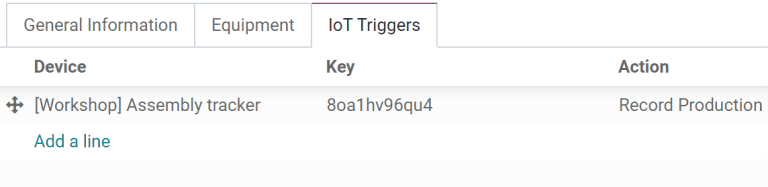
IoTトリガ タブでは、IoT デバイスと作業区の統合が可能です。
デバイス: トリガを実行するIoTデバイスを指定します
キー: デバイス用のセキュリティキー
アクション: トリガとなるIoTデバイスのアクション
作業区に設備を割当てる¶
整備アプリ を使用すると、特定の設備を作業区に追加し、その原価と生産性を個別に追跡することができます。また、設備の一覧表示や整備活動のスケジュール設定に使用する:guilabel:設備 および:guilabel:整備 タブが作業区フォームに追加されます。
関連項目
設備を設定する¶
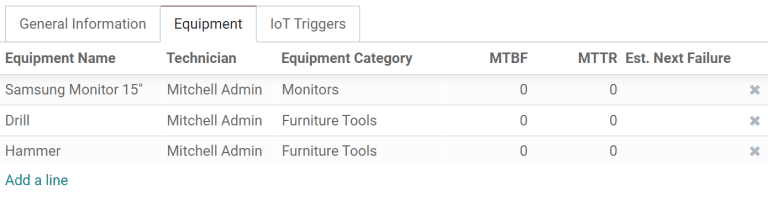
設備 タブを使用すると、特定の設備を作業区に割当てることができます。追加された各設備には、以下の情報が表示されます:
設備名: 設備の名称
技術者: 設備の保守を担当する技術者
設備カテゴリ: その設備が属するカテゴリ
MTBF: 平均故障間隔。設備が故障するまでの平均オペレーション時間
MTTR: 平均復旧時間。設備が再び完全に稼働するまでに要する平均時間
次回故障予測: 次の設備故障がいつ発生するかについての予測
注釈
平均故障間隔(MTBF)、平均復旧時間(MTTR)、および 次回故障予測 は、過去の故障データがある場合は全て、そのデータに基づいて自動的に計算されます。
作業区の計画¶
現在スケジュールされている作業オーダは、 から確認できます。
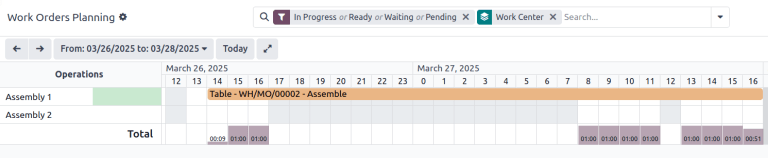
さまざまなビューで、スケジュールされている個々の作業オーダの件数、作業区が生産に費やしている 1 時間あたりの分、および作業オーダに現在スケジュールされている日付と時刻を確認できます。個々の作業オーダをクリックしてアクセスすると、時間と予定されている作業区を変更できます。
作業区のパフォーマンス¶
個々の作業区のパフォーマンスは、 を選択し、作業区をクリックすることで確認できます。作業区のパフォーマンスを示すさまざまな指標は、フォームの上部のスマートボタンに表示されます。

OEE: 総合設備効率、作業区が利用可能な作業時間のうち生産的であった時間の割合。
関連項目
損失時間: 作業停止により失われた時間
負荷時間: 現在の作業負荷を完了するのにかかる時間
パフォーマンス: 実際の作業時間、予想時間に対する割合で表示
ユースケース: 作業区を使用してシフトごとのパフォーマンスを測定する¶
作業区では、定義された作業時間をサポートしており、シフトごとの生産効率を追跡することができます。シフト単位での追跡を設定するには、まず各シフトに対応する作業時間を作成し、その後、各シフトごとに作業センターのバージョンを複製します。この設定を行うことで、利用可能な レポーティング ツールを使って、シフトごとの生産性の比較が可能になります。
複数のシフトの勤務時間¶
複数のシフトの勤務時間を作成するには、作業区フォームを開き、 勤務時間 フィールドで (内部リンク) をクリックし、 新規 ボタンをクリックして 2 番目のシフトの新しい勤務時間セットを作成します。
Example
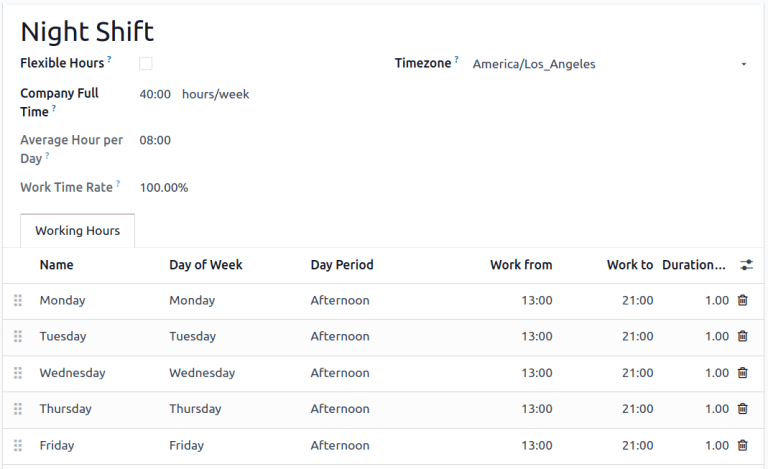
ある製造業者には、午前 5 時から午後 1 時までの日勤と、午後1時から午後9時までの夜勤の 2 つのシフトがあります。既存の作業区から、日勤に合わせて既存の勤務時間を編集してください。
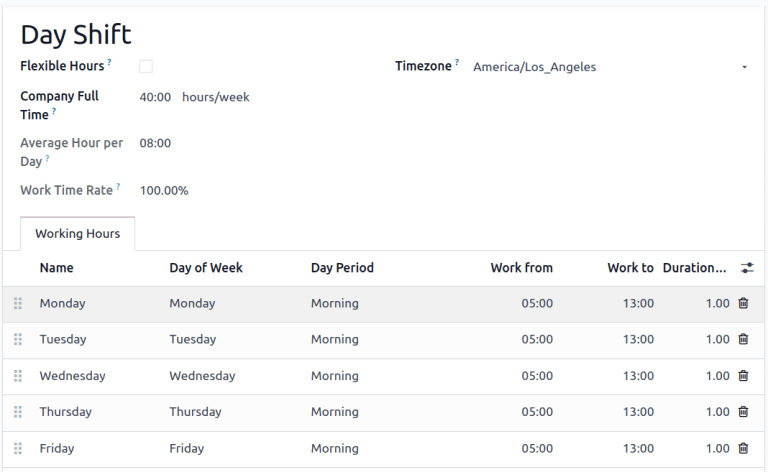
日勤のスケジュールを保存したら、 (歯車) アイコンをクリックし、複製 を選択します。この新しいスケジュールを 夜勤`と名前を変更し、:guilabel:`作業開始時間`を13:00 に、:guilabel:`作業終了時間 を21:00に変更します。
複数のシフトの作業区¶
重複する作業区を作成するには、 に移動して作業区ビューに戻り、両方のシフトで使用されている各作業区を、個々の作業区フォームから、またはリストビューから直接複製します。
ちなみに
作業センターをリストビューから直接複製するには、リスト項目の上に表示されている (チェックボックス) をクリックして、すべての項目を選択します。次にリスト上部にある アクション ボタンをクリックし、複製 を選択します。
Example
ある製造業者には、
組立ライン1と組立ライン2の2つの作業区と、日勤と夜勤の 2 つの勤務時間があります。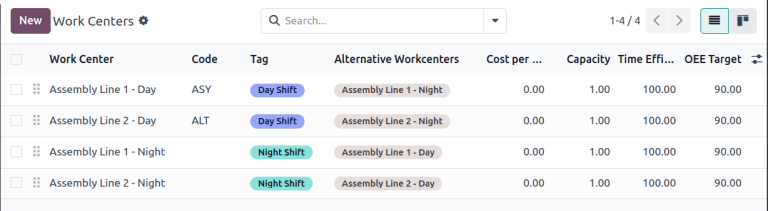
各シフトの 組立ライン1 と 組立ライン2 のバージョンを作成するには、各作業区を複製します。最初の作業区を選択し、その作業区の名前にシフト名を追加して、適切な作業時間を割当てます。必要に応じて、各作業区を、反対側のシフトの作業区を代替作業区として使用するように設定して、製造オーダが両方に確実に割当てられるようにします。タグを使用すると、各シフトを視覚的に区別することもできます。
ちなみに
リストビューに戻らずに、リストの次のフォームに移動するには、左上隅にある (左向き矢印) と (右向き矢印) ボタンを使用してください。
シフト比較レポート¶
シフトを表す複数の作業区を作成した場合、作業区でソートしたレポートでは、シフトが比較されるようになりました。これは、各シフトに割当てられた作業オーダの件数、OEE、または各シフトのプロダクト生産に要した実際の時間を比較するために使用できます。
Example
同じ作業区で同じプロダクトを生産する 2 つのシフトの時間効率を比較するレポートが作成されました。
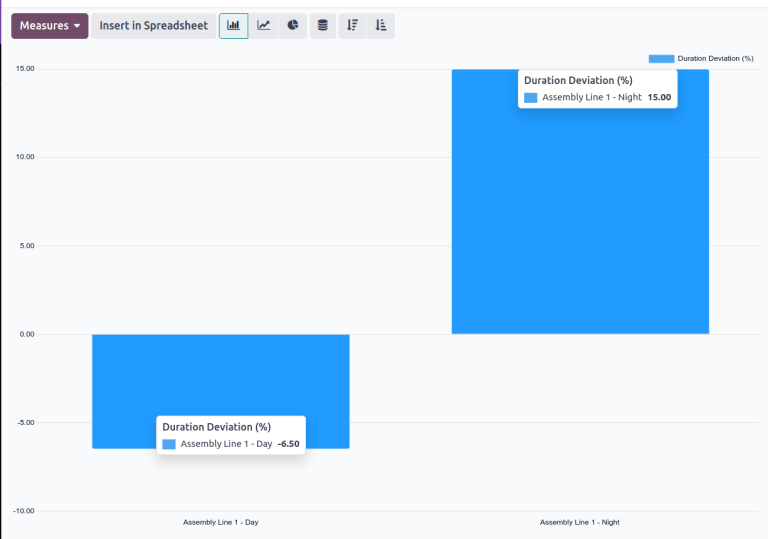
このレポートを作成するには に行き、右側にある 削除 アイコンをクリックして、 準備完了 または 待機中 または 保留 または 進行中 フィルタを削除します。次に 集計項目 ボタンをクリックして、所要時間偏差(%) を選択します。
この場合、日勤シフトは平均して想定よりも時間が多くかかっており(-6.50%)、一方で夜勤シフトは想定よりも短い時間で生産を完了しています(15.00%)。